TAŽENÍ TYČÍ A DRÁTŮ V STALMA
Tažení je proces plastyckého tváření oceli za studena, ve kterém se materiál připravený ke spracování protahuje přez vytvarovaný otvor speciálního nářadí, které se nazývá průvlak. Provádí se to silou, která působí na přetaženou část tyče, nebo drátu.
Účelem tažení je získat výrobky ve formě tyčí, nebo drátů, které jsou typické velmi vysokou přesností provedení příčného průřezu, hladkým lesklým povrchem a specifickými mechanickými vlastnostmi, které je možné dosáhnout pouze touto metodou tváření.
V důsledku tažení se mění geometrické a mechanické vlasnosti materiálu, nastupují zmenšení rozměrů příčných řezů (např. průměru) a prodloužení délky, nemění se oběm (zpracování bez zbytku)
V důsledku plastické deformace v průvlaku nastupuje mimo jiné
posílení materiálu – zvýšení pevnosti a tvrdosti a snížení plasticity a houževnatosti materiálu.
Tažením se vykonávají nejen různé druhy matiriálů kruhového průřezu, ale také tvarové – šestihrany, čtyřhrany, nebo speciální profily různěsložitých příčných průřezů.
Způsob provedení taženého výrobku si kromě základní operace tažení vyžaduje provedení řady pomocných operací jak před, tak i po hlavní operaci v závislosti na požadovaných vlastnostech taženého výrobku vyplývajících z konečného využití materiálu.
Způsob provedení konečného výrobku obsahuje obvykle následující operace:
PŘED TAŽENÍM – VSTUPNÍ OPERACE
- čištění povrchu svitků z okují vznikajících v hutních procesech (válcování, tepelné zpracování atd.),
- zmenšení průměru konce naostřením nebo protlačením
- vstupní rovnání– jednou nebo opakovaně
Tyto operace jsou prováděny na speciálních strojích takových jako:
- pískovací/tryckací zařízeni
- válečkové a válcové rovnačky
- ostřičky, válcovačky, vtlačovačky
Čištění povrchu
Povrch válcovaných výrobků je pokrytý okujemi, které vznikají při tepelném tváření kovových slitin na bázi železa vlivem atmosférického kislíku. Tyto oxidy těsně přiléhají k povrchu a musí se před tažením odstranit.

Čištění povrchu svitků
V STALMA se používá mechanické čištění, tzv. pískování/tryskání – sestávající z odstranění okují pomocí kovového abraziva. Tato technologie sestává z narážení kovového abraziva obrovskou silou vytvářenou turbínami o materiál. Provádí se to ve speciálních zařízeních, v tzv. pískovacích/tryskacích zařízeních. Pískovací/tryskací zařízení jsou vybaveny velmi učinnými ventylačními systémy, které tvoří ochranu proti vnikání prachu do ovzduší. Pískování/tryskání je způsob šetrný k životnímu prostředí.
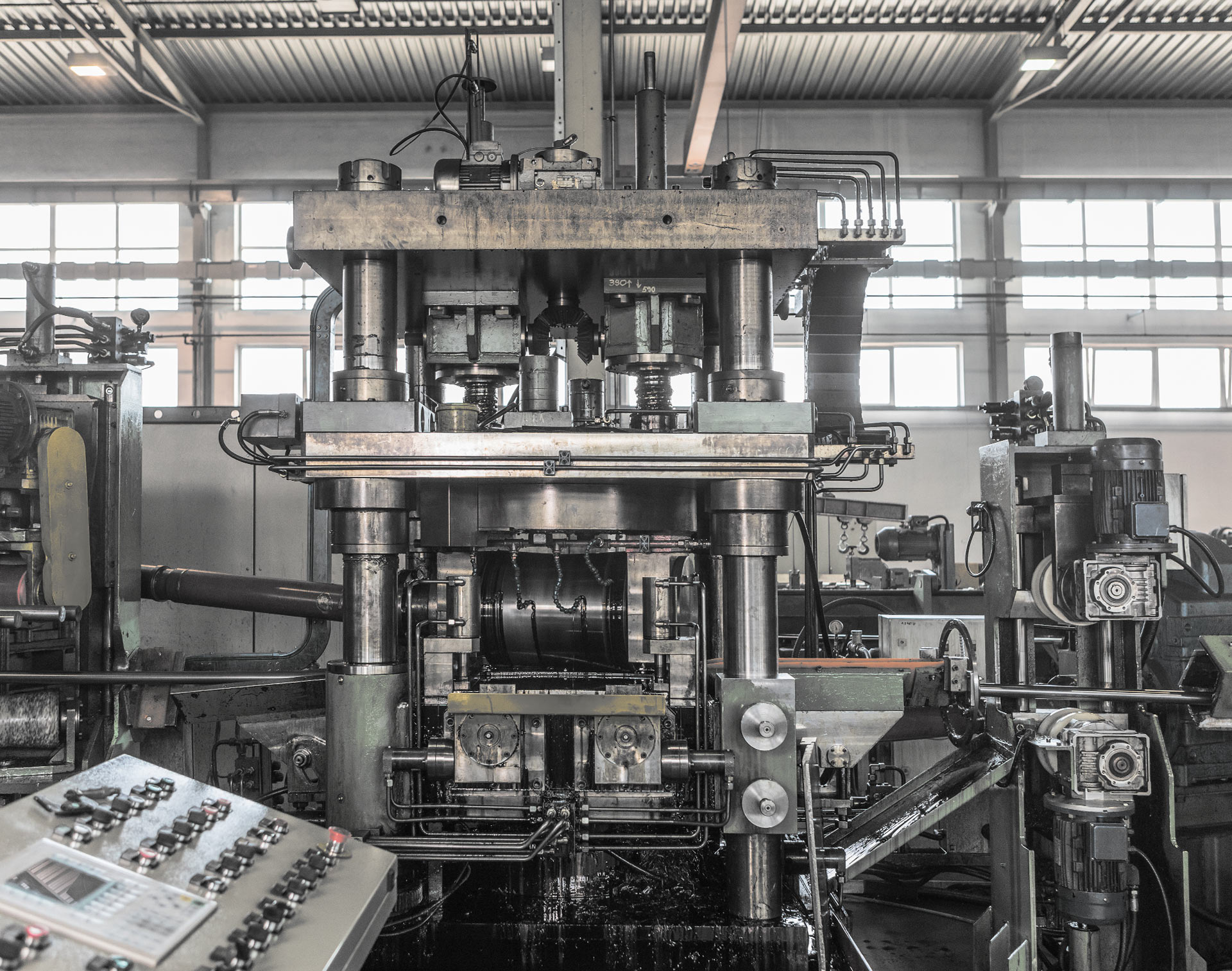
Ostření konce
Před tažením je nutné naostřit konec tyče z důvodu lepšího navedení tyče do průvlaku a uchycení kleštěmi přístroje. Konce tyčí se ostří např. soustružením, nebo válcováním. Momentálně se zůžují konce tyčí protlačováním – prováděném na speciálních vodorovných hydraulických lisech tzv. vtlačovačkách. Po tažení se zůžené konce tyčí stříhají.
TAŽENÍ – HLAVNÍ OPERACE
Jako základní vstupní materiál ke zpracování se používají hutní polotovary takové jak válcované tyče nebo válcák ve svitcích. Na začátku popsaná zakladní operace se provádí na speciálních zařízeních specifických pro tažírny – jsou to:
- jednobubnové drátotažné stroje na drát
- tažné stolice na tyče
- kombinované tažné stolice
V závislosti na vstupním materiálu a používaných zařízeních tažená ocel je vyrábĕna z tyčí do tyčí, ze svitků do tyčí, nebo ze svitků do svitků.

Vstupní operace
PO TAŽENÍ – DOKONČOVACÍ OPERACE
- řezání a stříhání konců
- rovnání
- opracování konců – srážení hran
- kontrolní činnosti – speciální např. NDT
- ochrana proti korozi
- balení, doprava
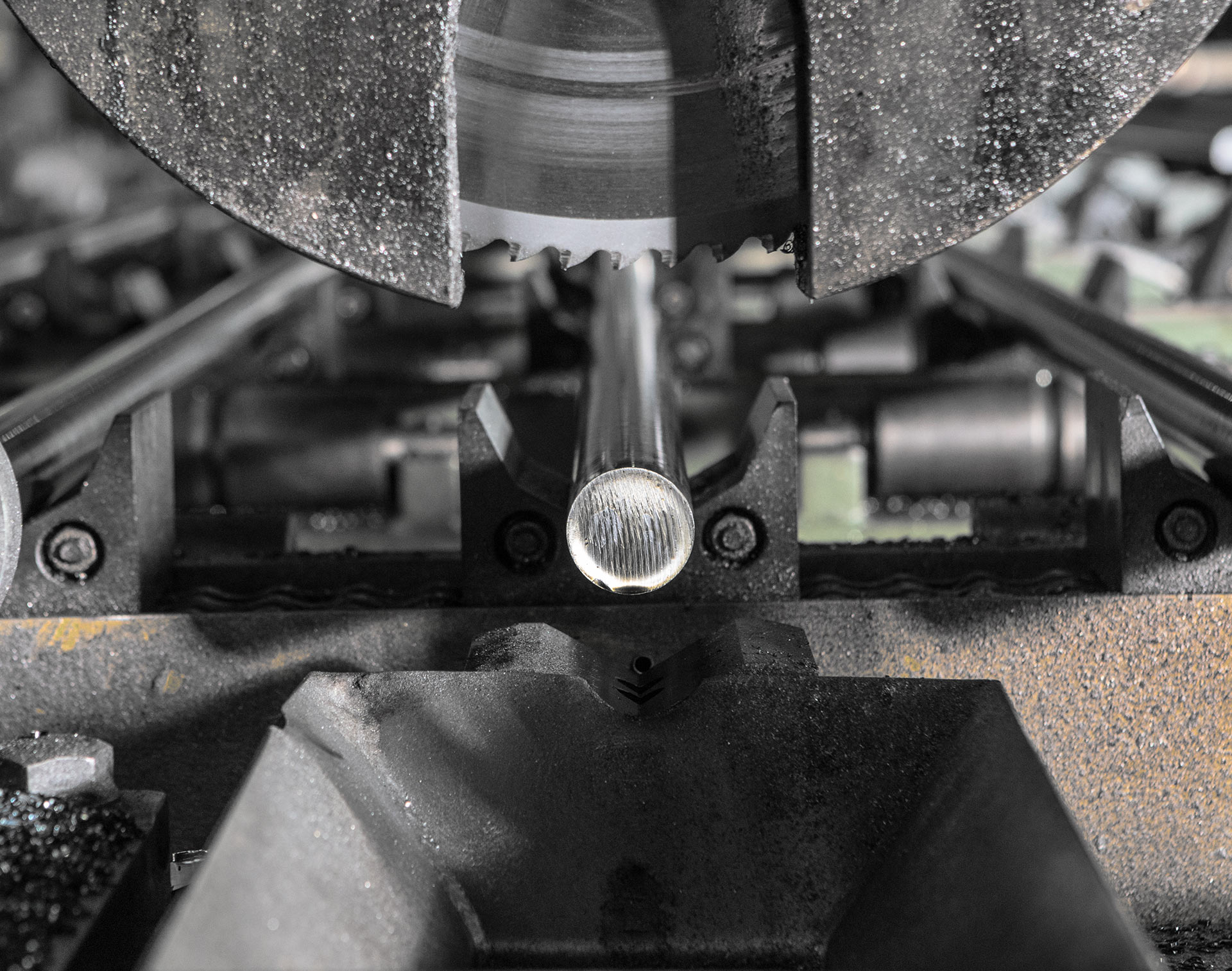
Řezání
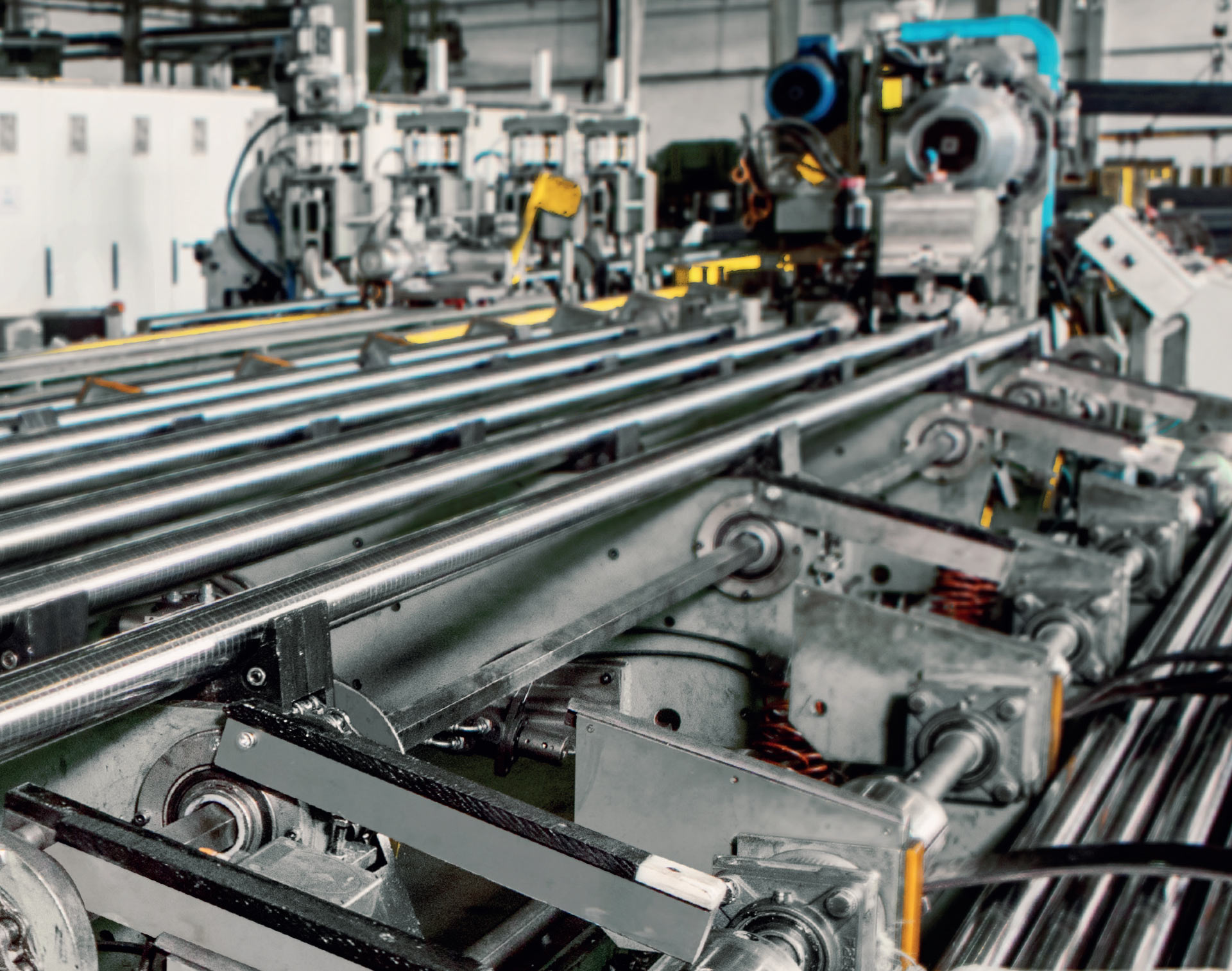
Válcové rovnačky
Řezání
Po tažení se tyče krátí na uvedené délky nůžkami, nebo pilou. Ve STALMA se tyče standartně stříhá nůžkami od průměru 4 mm do 40 mm, tyče od průměru 20 mm se můžou řezat pásovou nebo kotoučovou pilou. Způsob řezání ma vliv na cenu výroby tyče (stříhání nůžkami: menší přesnost – nižší náklady, řezání pilou: lepší kvalita – větší náklady)
Rovnání
Po tažení může být přímost tyčí nevyhovující pro některá použití a proto můžou být tyče dodatečně rovnány. Jestli jsou tyče taženy na kombinovaných tažných stolicích, jsou tam už zamontovány válečkové horizontální a vertikální rovnačky, které umožňují rovnání v rovinách k sobě kolmých a válcové brusko-rovnačky, které garantují velmi vysokou přímost. Tlusté tyče se rovnají na samostatných zařízeních takových jak válcových, válečkových a kosoúhlých rovnačkách.
Opracování konců – srážení hran
Konce tyčí se můžou dodatečně opracovat – jednostranně, nebo oboustranně frézovat čela, nebo srazit hrany. Obvykle se srážejí hrany tyčí z automatové oceli, určených k dalšímu zpracování na automatických soustruzích. Technologické vybavení umožňuje srážet hrany od 10 do 70 mm. Standartní velikost sražené hrany je 2,5 mm/45 stupňů.
Antikorozní ochrana
V konečné fázi opracování je povrch tažených, loupaných a broušených tyčí pokryt speciálními antikorozními oleji. Ke konzervaci se používají takove výrobky, které garantují dlouhodobé skladování tyčí v normálních skladovacích podmínkách. Používané antikorozní přípravky nejsou určeny ke skladování tyčí pod přístřeškem, nebo v otevřených skladech.
Konečná kontrola výrobků
Ve všech fázích procesu počínaje od přijetí válcovaných polotovarů až k vývozu výrobků probíhá neustálá kontrola vlastností produktů a parametrů procesu. Bez ohledu na kontrolu celého procesu předmětem kontroly je hotový výrobek. STALMA má vlastní speciální kontrolní a výzkumné laboratoře, které umožňují komplexní posouzení vyráběných výrobků.
NDT přístroj pro kontrolu povrchu tyčí
STALMA má moderní automatický přístroj pro defektoskopickou kontrolu ocelových tyčí metodou vířivých proudů. Pro kontrolu povrchu nabízených výrobků je možné dohodnout nedestruktivní zkoušku (NDT – Non-Destructive Testing). Používaná komplexní defektoskopická kontrolní metoda s využitím defektomatu, circografu a magnetestu v jedné kontrolní lince umožňuje kontrolu 100% tyčí v kontrolovaném svazku. Zkontrolované výrobky mají zaručenou kvalitu povrchu – zdokumentovanou a potvrzenou příslušnými atesty. Kontrolní metoda je objektivní a má velmi vysokou míru jistoty.

Moderní automatický přístroj pro defektoskopickou kontrolu

Sklad
Balení
Vyráběné ocelové výrobky se balí do svazků, které jsou svázané ocelovými vázacími pásy rovnoměrně rozloženými po celé délce svazku. Každý svazek má dva zvedací popruhy k usnadnění vykládky jeřábem. Kromě toho můžou být svazky zabalené v krepovém papíru a antikorozní fólii.
Je taky možnost balení tyčí do dřevěných beden. Jednotlivé broušené tyče se můžou omotat krepovým papírem, nebo můžou být balené jednotlivě v tubách odpovídajících průměrům tyčí. Doprava k zákazníkům probíhá kamionovou dopravou a to pouze v krytých, utěsněných dopravnich prostředcích. Vliv povětrnostních podmínek je omezen na minimum.
LOUPÁNÍ TYČÍ
V hutních procesech, při válcování dlouhých výrobků není možné vyrobit tyče, nebo svitky úplně bez povrchových vad. V praxi mají hutní výrobky vždy vady – tak jak mechanické vady např. rýhy, necelistvosti, vměstky atd., jak i metalurgické vady např. oduhličení povrchu.
Přípustné vady pro tyto výrobky definuje evropská norma EN 10221.
V procesech tažení, které jsou výrobou bezezbytkovou, není možné tyto vady úplně odstranit. Jestli účel, nebo funkce materiálu vyžaduje použtí materiálu bez vad, je nutné odstranit povrchovou vrstvu. Odsranění povrchových vad je možné provézt loupáním a broušením tyčí.
Loupané ocelové tyče jsou obvykle prováděny z válcovaných tyčí na speciálním soustruhu – loupací stroj.
Rotační hlavice vybavená nožemi s karbidovým ostřím zajišťuje odstranění povrchové vrstvy s vyskytujícími se hutními vadami, které jsou obvykle v malých hloubkách.
Loupáním se dosahují velmi vysoké přesnosti průměrů – třída IT9 – vyznačující se velmi dobrým povrchem, který splňuje podmínky třídy 3 evropské normy EN 1077.
Dosáhnutá kvalita povrchu a tolerance rozměru umožňuje zmenšení nákladů při dalším opracovávání.
Při loupání se mechanické vlasnosti nemění – hotový výrobek má po loupání vlasnosti vstupního materiálu.
Loupat se můžou jak válcované tyče, tak i tažné – mechanicky zpevněné. Loupané tyče mohou být dále použité jako polotovar k dalšímu tváření např. tažení, nebo broušení, kvůli získání požadovaných vlastností.

Loupací stroj
Opracování konců
BROUŠENÍ TYČÍ
Nejvyšší kvalitou mezi lesklými ocelovými výrobky se charakterizují broušené tyče. Broušení je přesné zbytkové obrábění, které se provádí pomocí brusek na speciálních obráběcích strojích – bezhrotých bruskách. Broušené tyče se používají při výrobě nejzodpovědnějších strojů.STALMA má moderní brusné stroje pro broušení tyčí v délkách 6m. Stroje jsou plně automatické, mají systém aktivní kontroly průměru v dané chvíli – pomocí laserových kontrolních zařízení pro 100% obráběných tyčí.STALMA produkuje broušené tyče nejvyšší kvality provedení w rozmezí:
- stav povrchu – třída 4 – bez žádných vad
- rozměrová přesnost průměru – třída IT6
- hladkost povrchu Ra < 0,63 μm
- přímost 0,2 mm/m
Mechanické vlastnosti broušených tyčí jsou výsledkem dříve vykonaných procesů mechanického obrábění a/nebo tepelného zpracování.
Vstupním materiálem na broušené tyče můžou být loupané tyče, nebo tažené tyče. Díky nejvyšší přesnosti provedení, použtí broušených tyčí umožňuje snížení nákladů v dalších procesech výroby součástí.

Ochrana povrchu broušených tyčí

Moderní brusné stroje pro broušení tyčí


